




由于數(shù)控加工中心上配置的刀具正常使用不易損壞,加工中刀具長期使用舊的切削參數(shù),,大大降低了機(jī)床的使用效率,。隨著人工成本的提高,如何提高產(chǎn)品質(zhì)量和生產(chǎn)效率,,降低加工成本成為比較關(guān)注的話題,。本文以在臥式數(shù)控加工中心上加工的典型零件——床頭箱為例進(jìn)行介紹。
一,、 解決問題的思路
首先,,對數(shù)控加工中心加工零件現(xiàn)行的工藝參數(shù)及工藝方案進(jìn)行實(shí)際考察,制定新的工藝方案,,找出有待于提高效率的生產(chǎn)薄弱環(huán)節(jié),;根據(jù)舊的生產(chǎn)節(jié)拍和刀具的使用情況,擬定提高功效的工藝方案,;通過優(yōu)化工藝路線,、刀具參數(shù)及加工程序,達(dá)到提高功效的目的,。
二,、 解決問題的方案
(1)制定并優(yōu)化工藝路線
圖1所示為優(yōu)化前箱體的機(jī)械加工工藝路線:銑→鏜1→平磨→鏜2→鉗→鏜銑(臥式數(shù)控加工中心);經(jīng)過生產(chǎn)現(xiàn)場的實(shí)際考查:發(fā)現(xiàn)原來工序鏜2,、鉗、鏜銑可以三工序合并一工序,。即工藝路線優(yōu)化后新工藝:銑→鏜→平磨→鏜銑(臥式數(shù)控加工中心),。
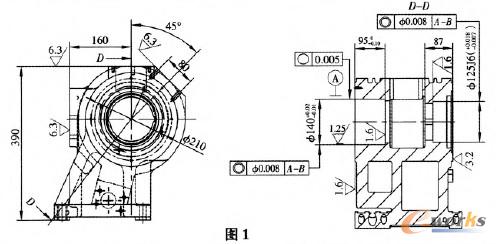
優(yōu)化后的工藝:將原先鏜2(鉆箱體與床身連接孔及周邊各孑L位置)、鉗(攻周邊各螺紋),、鏜銑(數(shù)控加工中心精鏜各孔)合并為一道工序,,大大縮短了工藝路線,從而降低了生產(chǎn)管理及制造成本。
(2)刀具的合理配置及刀具參數(shù)的優(yōu)化
1)將原先鏜孔用的焊接刀頭*換成機(jī)夾式換刀片的刀頭,,切削速度比原來平均提高1/3,,進(jìn)給率比以前提高1.5—2倍;
2)精鏜刀選用CBN刀片,。根據(jù)選用刀片所推薦的切削參數(shù),,結(jié)合生產(chǎn)過程中刀具磨損的具體情況,提高了刀具使用壽命,,*終選用切削速度v=500m/min,,使生產(chǎn)效率比以前提高了3倍;
3)使用雙刃鏜刀代替?zhèn)鹘y(tǒng)鏜刀,,使機(jī)加工效率比以前提高1.5倍,;
4)使用高速U鉆,使鉆孔效率提高3.5倍,;
5)工藝路線縮短,,減少生產(chǎn)管理成本;
6)優(yōu)化了數(shù)控加工程序,,減少了刀具路徑的輔助時(shí)間,;
7)根據(jù)選用的刀具,合理優(yōu)化工藝切削參數(shù),,達(dá)到了提高設(shè)備功效,、降低產(chǎn)品加工成本的目的;
8)用數(shù)控加工中心鉆孔,、攻絲代替?zhèn)鹘y(tǒng)的鉆床鉆孔攻絲,,保證了產(chǎn)品質(zhì)量,降低了操作者的勞動強(qiáng)度,。
三,、 工藝方案改進(jìn)前、后切削參數(shù)及生產(chǎn)節(jié)拍對比
工藝方案改進(jìn)前,、后的切削參數(shù)如表1所示,,床頭箱體為被加工件,其材料為HT250,,采用HMl00型精密臥式加工中心進(jìn)行數(shù)控加工,。

改進(jìn)前、后生產(chǎn)節(jié)拍如表2所示,。

四,、 成本核算
加工該類箱體一次性投入的雙刃鏜刀、U鉆均屬于通用刀具,,成本均分到每個加工的零件上,,幾乎可以忽略,。加工該箱體主軸孔使用的是機(jī)夾式刀片,箱體的加工成本比舊的工藝方案所產(chǎn)生的制造成本單箱平均上升5.7%,。但新工藝方案的生產(chǎn)效率提高了62.5%,,與刀具的成本增加綜合計(jì)算,加工該類箱體整體制造成本下降了,,即加工該類箱體綜合效益得到了大幅提高,。
五、 結(jié)語
該工藝方案是生產(chǎn)過程中較典型的一個實(shí)例,,通過以上應(yīng)用結(jié)果可以看出,,新工藝方法的使用,在保證產(chǎn)品質(zhì)量的條件下,,大大提高箱體加工的生產(chǎn)效率,,從而降低制造成本,同時(shí)也提高了公司數(shù)控加工中心的生產(chǎn)能力和工藝水平,,為從事該類工作的技術(shù)人員提供有效的參考依據(jù),。
