

|
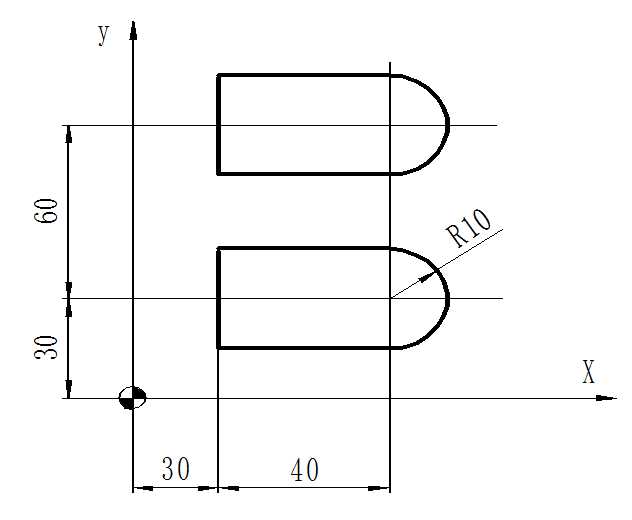
N1 G92 X0 Y0 Z50 N2 M03 S500 N3 G00 X19 Y24 N4 Z5 N5 G01 Z-3 F40 N6 Y56 N7 G02 X29 Y66 R10 (N7 G02 X29 Y66 I10) N8 G01 X71 N9 G02 X81 Y56 R10 (N9 G02 X81 Y56 J-10) N10 G01 Y24 N111 G02 X71 Y14 R10 (N11 G02 X71 Y14 I-10) N12 G01 X29 N13 G02 X19 Y24 R10 (N13 G02 X19 Y24 J10) N14 G00 Z50 N15 X0 Y0 N16 M30 |
 |
- 子程序:
- 一次裝夾加工多個相同零件或一個零件有重復(fù)加工部分的情況下可使用子程序,。
- 說明:子程序不是NC系統(tǒng)的標(biāo)準(zhǔn)功能,不同的NC系統(tǒng)所用的指令和格式均不相同,。
-
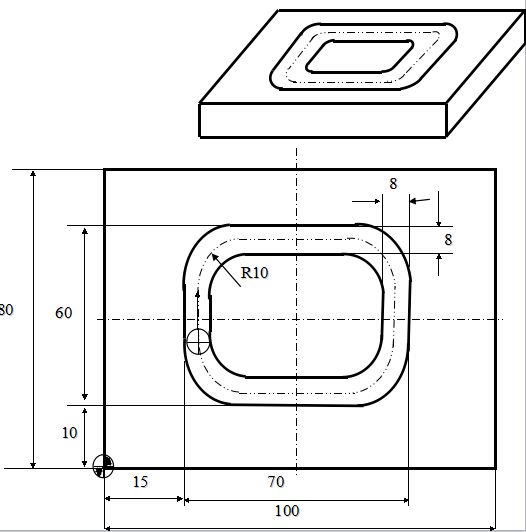
例一:如圖所示,,加工兩個相同的工件,試編寫其加工程序,。Z軸開始點(diǎn)為工件上方100mm處,,切深10mm。
|
子程序 O100; N10 G91 G00 Z-95.0; N20 G41 X40.0 Y20.0 D01; N30 G01 Z-15.0 F100.0; N40 Y30.0; N50 X-10.0; N60 X10.0 Y30.0; N70 X40.0; N80 X10.0 Y-30.0; N90 X-10.0; N100 Y-20.0; N110 X-50.0; N120 Z110.0; N130 G40 X-30.0 Y-30.0 M99; |
1、編寫子程序時,,一般采用增量方式編程,,這樣可減少計算量。
2,、主程序中的模態(tài)指令可被子程序中同一組的其它G代碼所*改,。如子程序用了G91代碼后,在返回主程序時將繼續(xù)以G91方式進(jìn)行,,故應(yīng)特別注意代碼的轉(zhuǎn)換,,否則可能產(chǎn)生位置錯誤。
3、調(diào)用程序時使用刀補(bǔ),,*好不要在刀具補(bǔ)償狀態(tài)下的主程序中調(diào)用子程序,,換句話說,刀補(bǔ)的建立和取消應(yīng)在子程序中進(jìn)行,。如果必須在主程序中建立,,則應(yīng)在主程序中消除。決不能在主程序中建立,,在子程序中消除,,也不能在子程序中建立,在主程序中消除,,否則極易出錯,。
4、子程序不能單獨(dú)運(yùn)行,。
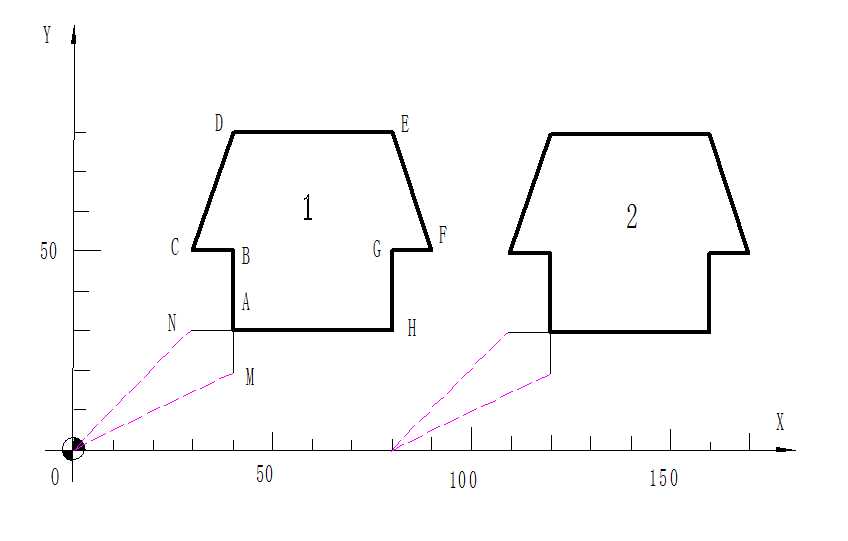
例二:如圖所示,,加工兩個相同的工件,試編寫其加工程序,。切深10mm,。