




圓弧插補(bǔ)指令可以自動加工圓弧曲線,,G02為順時針圓弧插補(bǔ)指令,,G03為逆時針圓弧插補(bǔ)指令,。圓弧順逆方向的判斷方法以及用矢量I,J,K表示圓心的編程方法與前述數(shù)控銑床圓弧插補(bǔ)的判斷方法相同,。FANUC加工中心還可以采用另外一種圓弧插補(bǔ)方法—半徑法,?! ?/div>
半徑法是用圓弧半徑R代替矢量法的圓心I,J,K,
程序格式為:
G17 G02(G03) X_Y_R_F_
G18 G02(G03) X_Z_R_F_
G19 G02(G03) Y_Z_R_F_
說明:
①G17, G18, G19表示選擇圓弧插補(bǔ)平面,,分別表示選擇在XY,XZ,YZ平面進(jìn)行圓弧插補(bǔ),?! ?br /> ②X ,Y,Z表示圓弧的終點(diǎn)坐標(biāo),,其坐標(biāo)值采用絕對坐標(biāo)還是增量坐標(biāo),,取決于G90或G91的狀態(tài),G91狀態(tài)下終點(diǎn)坐標(biāo)為相對圓弧起點(diǎn)的增量值.
?、跼為圓弧半徑值,。
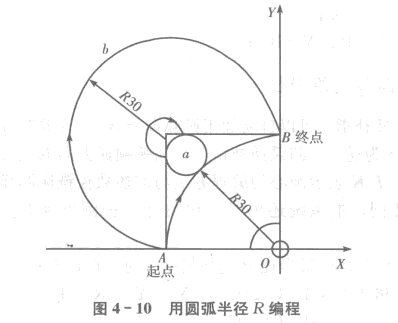
用半徑法編寫圓弧加工程序時應(yīng)注意,,在使用同一半徑R的情況下,,從起點(diǎn)A到終點(diǎn)B的圓弧可能有兩個(圖4一10),即圓弧段“與圓弧段L,編程時它們的起始點(diǎn)及半徑都一樣,。為了區(qū)分二者,,規(guī)定:圓弧所對應(yīng)的圓心角小于1800時(圓弧段a)用“+R”表示半徑,圓心角大于1800時(圓弧段b)用“-R”表示半徑,,圓心角等于1800時用“+R”或“-R”均可,。
注意:整圓編程時不能用R,否則機(jī)床不動作,只能用I,J,K圓心矢量編寫程序,。
下面以圖4一11中的各圓弧線段為例,,說明圓弧編程的方法。
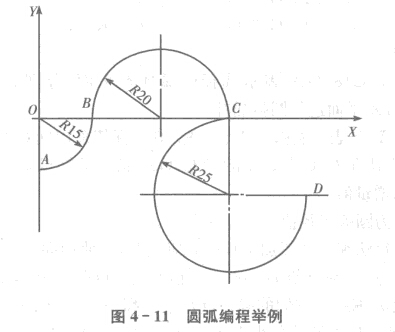
(1)用圓弧半徑R編程
絕對值編程方式:
NO1 G92 XO Y一15;
N02 G90 G03 X15 YO R15 F100,;(由A移至B)
N03 G02 X55 YO R20,;(由B移至C)
N04 G03 XSO Y-25 R-25;(由c移至D)
NO5 M02;
增量值編程方式:
NO1 G91 G03 X15 Y15 R15 F100;
N02 G02 X40 YO R20;
N03 G03 X25 Y-25 R-25;
N04 M02;
(2)用分矢量I,J編程
絕對值編程方式:
N01 G92 XO Y-15;
N02 G90 G03 X15 YO I0 J15 F100;
N03 G02 X55 YO I20 JO;
N04 G03 X80 Y-25 10 J一25;
N05 M02;
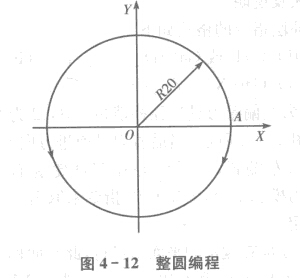
如果圓弧是一個封閉整圓,,只能使用分矢量編程,。圖4一12所示是一個封閉整圓,要求由A點(diǎn)逆時針插補(bǔ)并返回到A點(diǎn),。
其編程格式為:G90 G03 X20 YO I一20 JO F100
或G91 G03 XO YO I一20 JO F100
注意:編寫整圓程序時,,I,J不能同時為零,否則系統(tǒng)會發(fā)出錯誤信息,。
FANUC加工中心國弧進(jìn)給編程教程(點(diǎn)擊資料下載)
程序格式為:
G17 G02(G03) X_Y_R_F_
G18 G02(G03) X_Z_R_F_
G19 G02(G03) Y_Z_R_F_
說明:
①G17, G18, G19表示選擇圓弧插補(bǔ)平面,,分別表示選擇在XY,XZ,YZ平面進(jìn)行圓弧插補(bǔ),?! ?br /> ②X ,Y,Z表示圓弧的終點(diǎn)坐標(biāo),,其坐標(biāo)值采用絕對坐標(biāo)還是增量坐標(biāo),,取決于G90或G91的狀態(tài),G91狀態(tài)下終點(diǎn)坐標(biāo)為相對圓弧起點(diǎn)的增量值.
?、跼為圓弧半徑值,。
用半徑法編寫圓弧加工程序時應(yīng)注意,,在使用同一半徑R的情況下,,從起點(diǎn)A到終點(diǎn)B的圓弧可能有兩個(圖4一10),即圓弧段“與圓弧段L,編程時它們的起始點(diǎn)及半徑都一樣,。為了區(qū)分二者,,規(guī)定:圓弧所對應(yīng)的圓心角小于1800時(圓弧段a)用“+R”表示半徑,圓心角大于1800時(圓弧段b)用“-R”表示半徑,,圓心角等于1800時用“+R”或“-R”均可,。
注意:整圓編程時不能用R,否則機(jī)床不動作,只能用I,J,K圓心矢量編寫程序,。
下面以圖4一11中的各圓弧線段為例,,說明圓弧編程的方法。
(1)用圓弧半徑R編程
絕對值編程方式:
NO1 G92 XO Y一15;
N02 G90 G03 X15 YO R15 F100,;(由A移至B)
N03 G02 X55 YO R20,;(由B移至C)
N04 G03 XSO Y-25 R-25;(由c移至D)
NO5 M02;
增量值編程方式:
NO1 G91 G03 X15 Y15 R15 F100;
N02 G02 X40 YO R20;
N03 G03 X25 Y-25 R-25;
N04 M02;
(2)用分矢量I,J編程
絕對值編程方式:
N01 G92 XO Y-15;
N02 G90 G03 X15 YO I0 J15 F100;
N03 G02 X55 YO I20 JO;
N04 G03 X80 Y-25 10 J一25;
N05 M02;
如果圓弧是一個封閉整圓,,只能使用分矢量編程,。圖4一12所示是一個封閉整圓,要求由A點(diǎn)逆時針插補(bǔ)并返回到A點(diǎn),。
其編程格式為:G90 G03 X20 YO I一20 JO F100
或G91 G03 XO YO I一20 JO F100
注意:編寫整圓程序時,,I,J不能同時為零,否則系統(tǒng)會發(fā)出錯誤信息,。
FANUC加工中心國弧進(jìn)給編程教程(點(diǎn)擊資料下載)
推薦資訊
- 2015-05-12數(shù)控加工中心編程實(shí)例-凹槽加工
- 2015-03-13數(shù)控加工中心和數(shù)控車床有什么區(qū)別,?
- 2015-03-12什么是數(shù)控加工中心
- 2015-03-03加工中心基本編程指令代碼
