




1)立式加工中心
立式加工中心適于加工Z軸方向尺寸相對較小的工件,,一般的情況下除底面不能加工外,,其余五個面都可用不同的刀具進行輪廓和表面加工。
?、僮鴺溯S運動具有兩種方式:
a.X,、Y方向工作臺移動、Z方向主軸箱移動,;
b.動立柱加工中心:工作臺固定,,X、Y和Z方向的運動由主軸立柱和主軸箱移動來實現,。
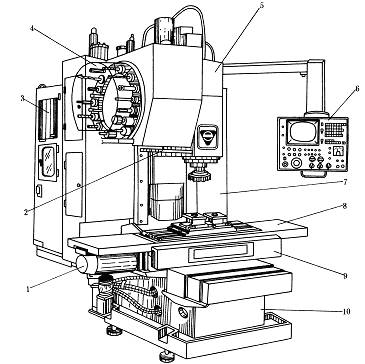
立式加工中心示意圖
立式加工中心的主軸處于垂直位置,。它能完成銑削、鏜削,、鉆削,、攻螺紋和切削螺紋等工序。立式加工中心分三軸,、四軸,、五軸、六軸控制,,工藝人員可根據其同時控制的軸數確定該加工中心的加工范圍,。
立式加工中心立柱高度是有限的,,確定Z軸的運動范圍時要考慮:
①工件的高度,;
?、诠ぱb夾具的高度;
?、鄣毒叩拈L度,;
④機械手換刀占用的空間,。
在考慮上述四種情況之后,立式加工中心對箱體類工件加工范圍要減少,,這是立式加工中心的弱點,。
但立式加工中心有下列優(yōu)點:
①工件易裝夾,,可用通用的夾具如平口鉗,、壓板、分度頭,、回轉工作臺等裝夾工件,,工件的裝夾定位方便;
?、诘毒哌\動軌跡易觀察,,調試程序檢查測量方便,可及時發(fā)現問題,,進行停機處理或修改,;
③冷卻條件易建立,,冷卻液能直接到達刀具和加工表面,;
④坐標系即X,、Y,、Z三個坐標軸與笛卡兒坐標系吻合,感覺直觀與圖紙視角一致,;
?、萸行家着懦偷袈洌苊馇行紕潅庸み^的表面,;
?、藿Y構一般采用單柱式,它與相應的臥式加工中心相比,,結構簡單,、占地面積較小,,價格較低。
2)臥式加工中心
?、倥P式加工中心的刀庫一般為鏈式結構,,刀庫容量較大。
?、趹妹?為廣泛,,可加工扭曲面,箱體等復雜零件,,例如水輪機葉輪的加工,。
臥式加工中心的結構較立式加工中心復雜,體積和占地面積較大,,價格也較高,。
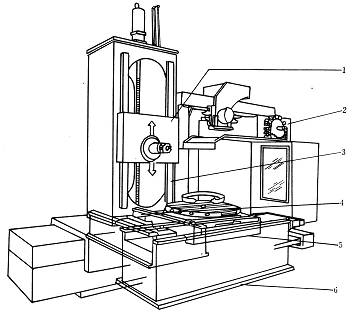
臥式加工中心示意圖
臥式加工中心優(yōu)點:
臥式加工中心較適于加工箱體類零件。只要一次裝夾在回轉工作臺上,,即可對箱體(除頂面和底面之外)的四個面進行銑,、鏜、鉆,、攻絲等加工,。特別是對箱體類零件上的一些孔和型腔有位置公差要求的(如孔系之間的平行度、孔與端面的垂直度,、端面與底面的垂直度等),,以及孔和型腔與基準面(底面)有嚴格尺寸精度要求的,在臥式加工中心上通過一次裝夾加工,,容易得到保證,,適合于批量工件的加工。
臥式加工中心缺點:
臥式加工中心程序調試時,,不如立式加工中心直觀,、容易觀察,對工件檢查和測量也感不便,,且對復雜零件的加工程序調試時間是正常加工的幾倍,,所以加工的工件數量越多,平均每件占用機床的時間越少,,因此用臥式加工中心進行批量加工才合算,。但它可實現普通設備難以達到的精度和質量要求,因此一些精度要求高,,其它設備無法達到其精度要求的工件,,特別是一些空間曲面和形狀復雜的工件,即使是單件生產,,也可考慮在臥式加工中心上加工,。
臥式加工中心冷卻條件不如立式的好,,特別是對深孔的鏜、銑,、鉆等,,冷卻液難以到達切削深處,因此,,必須降低機床的轉速和進給量,、降低了生產效率。與立式加工中心相比,,臥式加工中心的功能多,,在立式加工中心上加工不了的工件,在臥式加工中心上一般的都能加工,。此外臥式加工中心的回轉工作臺有的是數控的,,有的是分度的,工件一次裝夾可實現多個工位的加工,。總的來說臥式加工中心有其優(yōu)點,,也有不足,,使用時用其優(yōu)避其劣。
