





在數(shù)控加工中心上容易找正,,在加工中便于檢查,,編程時(shí)便于計(jì)算,而且對(duì)刀誤差小,。
對(duì)刀點(diǎn)可以選擇零件上的某個(gè)點(diǎn)(如零件的定位孔中心),,也可以選擇零件外的某一點(diǎn)(如夾具或機(jī)床上的某一點(diǎn)),但必須與零件的定位基準(zhǔn)有一定的坐標(biāo)關(guān)系,。
提高對(duì)刀的準(zhǔn)確性和精度,,即便零件要求精度不高或者程序要求不嚴(yán)格,所選對(duì)刀部位的加工精度也應(yīng)高于其他位置的加工精度,。
選擇接觸面大,、容易監(jiān)測(cè)、加工過(guò)程穩(wěn)定的部位作為對(duì)刀點(diǎn),。
對(duì)刀點(diǎn)盡可能與設(shè)計(jì)基準(zhǔn)或工藝基準(zhǔn)統(tǒng)一,,避免由于尺寸換算導(dǎo)致對(duì)刀精度甚至加工精度降低,增加數(shù)控程序或零件數(shù)控加工的難度,。
為了提高零件的加工精度,,對(duì)刀點(diǎn)應(yīng)盡量選在零件的設(shè)計(jì)基準(zhǔn)或工藝基準(zhǔn)上。例如以孔定位的零件,,以孔的中心作為對(duì)刀點(diǎn)較為適宜,。
對(duì)刀點(diǎn)的精度既取決于數(shù)控設(shè)備的精度,也取決于零件加工的要求,,人工檢查對(duì)刀精度以提高零件數(shù)控加工的質(zhì)量,。尤其在批生產(chǎn)中要考慮到對(duì)刀點(diǎn)的重復(fù)精度,該精度可用對(duì)刀點(diǎn)相對(duì)機(jī)床原點(diǎn)的坐標(biāo)值來(lái)進(jìn)行校核,。
對(duì)于三坐標(biāo)數(shù)控銑床或三坐標(biāo)加工中心,,相對(duì)數(shù)控車床或車銑加工中心復(fù)雜很多,根據(jù)數(shù)控程序的要求,,不僅需要確定坐標(biāo)系的原點(diǎn)位置(X0,,Y0,Z0),,而且要同加工坐標(biāo)系G54,、G55、G56,、G57等的確定有關(guān),,有時(shí)也取決于操作者的習(xí)慣。對(duì)刀點(diǎn)可以設(shè)在被加工零件上,,也可以設(shè)在夾具上,,但是必須與零件的定位基準(zhǔn)有一定的坐標(biāo)關(guān)系,Z方向可以簡(jiǎn)單的通過(guò)確定一個(gè)容易檢測(cè)的平面確定,,而X,、Y方向確定需要根據(jù)具體零件選擇與定位基準(zhǔn)有關(guān)的平面、圓,。
對(duì)于四軸或五軸數(shù)控價(jià)格中心,,增加了第4、第5個(gè)旋轉(zhuǎn)軸,,同三坐標(biāo)數(shù)控設(shè)備選擇對(duì)刀點(diǎn)類似,,由于設(shè)備*加復(fù)雜,同時(shí)數(shù)控系統(tǒng)智能化,,提供了*多的對(duì)刀方法,,需要根據(jù)具體數(shù)控設(shè)備和具體加工零件確定。
對(duì)刀點(diǎn)相對(duì)機(jī)床坐標(biāo)系的坐標(biāo)關(guān)系可以簡(jiǎn)單地設(shè)定為互相關(guān)聯(lián),,如對(duì)刀點(diǎn)的坐標(biāo)為(X0,,Y0,Z0),,同加工坐標(biāo)系的關(guān)系可以定義為(X0+Xr,,Y0+Yr,Z0+Zr),,加工坐標(biāo)系G54,、G55,、G56、G57等,,只要通過(guò)控制面板或其他方式輸入即可,。這種方法非常靈活,技巧性很強(qiáng),,為后續(xù)數(shù)控加工帶來(lái)很大方便,。
(3)采用機(jī)外對(duì)刀儀實(shí)現(xiàn)對(duì)刀
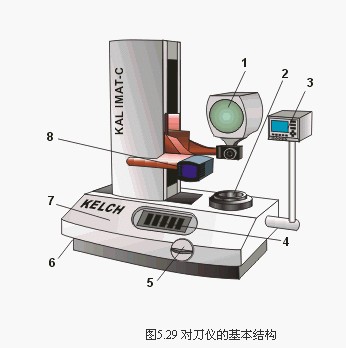
鉆削刀具的對(duì)刀操作過(guò)程如下:
2.將刀柄插入對(duì)刀儀上的刀柄夾持軸2,,并緊固,;
3.打開(kāi)光源發(fā)射器8,觀察刀刃在顯示屏幕1上的投影,;
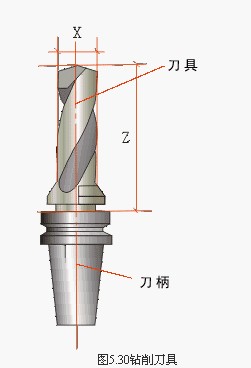
4.通過(guò)快速移動(dòng)單鍵按鈕4和微調(diào)旋鈕5或6,,可調(diào)整刀刃在顯示屏幕1上的投影位置,使刀具的刀尖對(duì)準(zhǔn)顯示屏幕1上的十字線中心,,如圖5.31,;
5. 測(cè)得X為20,即刀具直徑為φ20mm,,該尺寸可用作刀具半徑補(bǔ)償,;
6.測(cè)得Z為180.002,即刀具長(zhǎng)度尺寸為180.002 mm,,該尺寸可用作刀具長(zhǎng)度補(bǔ)償,;
7.將測(cè)得尺寸輸入加工中心的刀具補(bǔ)償頁(yè)面;
8.將被測(cè)刀具從對(duì)刀儀上取下后,,即可裝上加工中心使用,。
