




插補功能是cnc加工中心的數(shù)控系統(tǒng)所具有的一個基本功能,在加工編程中靈活使用此功能可以給編程者提供解決某些加工需要的特殊手段。插補功能由下列內容構成,,單向定位G60,螺旋切削G33和納米平滑加工,,下面以發(fā)那科系統(tǒng)為例講解單向定位G60代碼,。
為了排除數(shù)控加工中心的空轉(損失運動)而精確定位,從一個方向*終定位,。
概述
越程量和定位方向通過參數(shù)(No.5440)進行設定,。即使指令的定位方向與參數(shù)設定的定位方向一致,刀具在終點之前也進行暫停,。

格式
格式
G60 IP_,;
IP_: 絕對指令時,刀具移動的終點坐標值
增量指令時,,刀具的移動量
解釋
越程量和定位方向通過參數(shù)(No.5440)進行設定,。即使指令的定位方向與參數(shù)設定的定位方向一致,刀具在終點之前也進行暫停,。
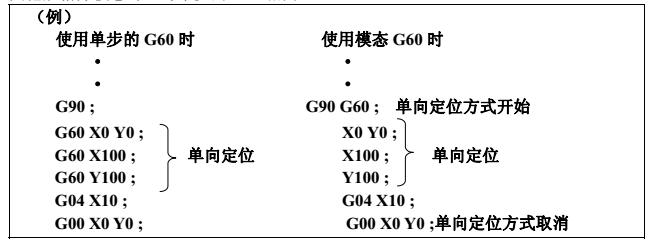
將參數(shù)MDL(No.5431 #0)設定為“1 ",,還可將G60(單步G代碼)當作01組中的模態(tài)G代碼來使用。由此,,可免去在每一程序段中指令G60,。
在單向定位方式下,G60以外的單步G代碼指令有效,。
其他規(guī)格除模態(tài)外,,與單步的G60相同。
·動作概述
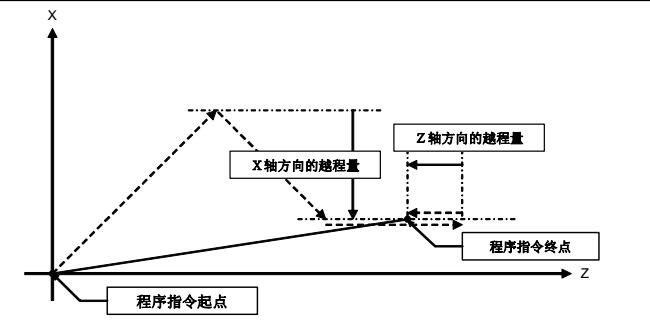
非直線插補型定位的情形(參數(shù)LRP(No.1401#1)=“0”)
如下圖所示,,各軸獨立地進行單向定位,。
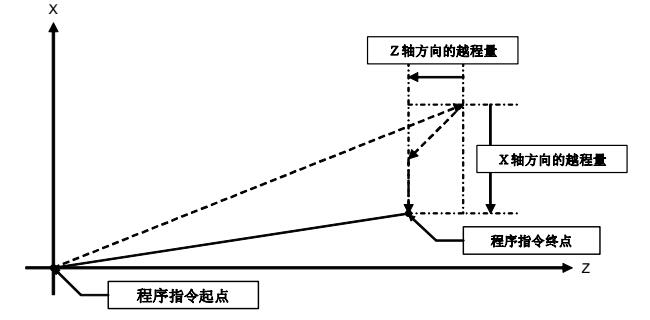
直線插補型定位的情形(參數(shù)LRP(No.1401#1)= “1”)
在到達指令的終點位置跟前或通過該位置暫停之前,成為插補型定位,,從該處起到終點,,各軸獨立定位。
限制
1,、不能進行尚未通過參數(shù)(No.5440)設定越程量的軸的單向定位,。
2、指令了移動量0的軸,,不能進行單向定位,。
3,、對于參數(shù)所設定的方向,不能進行鏡像處理,。
即使在鏡像處理中,,單向定位的方向也不會改變。
在使用直線插補型定位時,,如果預讀單向定位的程序段時和開始執(zhí)行該程序段的鏡像狀態(tài)不同,,則會有報警發(fā)出。
在程序中途切換鏡像時,,指定不緩沖的M代碼并禁止預讀,,請在沒有預讀的程序段的狀態(tài)下切換鏡像。
4,、在圓柱插補方式(G07.1)下,,不可使用單向定位。
5,、在使用傾斜軸控制的機床上指令單向定位時,,首先定位傾斜軸,之后再指令正交軸的定位,。在以相反順序指令,、或者正交軸和傾斜軸被指令在相同的程序段中的情況下,定位方向有可能不正確,。
6,、定位到程序再啟動的再啟動位置上時,不執(zhí)行單向定位的操作,。
7,、在鉆孔用固定循環(huán)中的鉆孔軸上,不能進行單向定位,。
G76,G87的固定循環(huán)時移動偏移量的軸,,不能進行單向定位。
