




PLC是數(shù)控加工中心正常運行的軟件核心,,一個完善的PLC程序不僅能使數(shù)控加工中心正常運行,,還要讓人看起來一目了然,既為自己調(diào)試提供方便,,還能幫助維修人員查找故障和分析原因,。
1 控制要求
數(shù)控加工中心刀具庫由六種刀具組成,,按鈕SB1-SB6分別為六種刀具選擇按鈕,;ST1~ST6為刀具到位行程開關(guān),由霍爾元件構(gòu)成,。
1.1 初始狀態(tài)時,,PLC記錄當前刀號。
1.2 當按下按鈕SB1~SB6中的任何一個時,,PLC記錄該刀號,,然后刀盤按照離請求刀號*近的方向轉(zhuǎn)動。轉(zhuǎn)盤轉(zhuǎn)動到達刀具位置時,,到位指示燈發(fā)亮,,機械手開始換刀,且換刀指示燈閃爍,。5 S后換刀結(jié)束,。
1.3 換刀過程中,其它換刀請求信號均無效,。換刀完畢,,記錄當前刀號,等待下一次換刀請求,。
2 程序設(shè)計
2.1 數(shù)控加工中心刀庫選擇PLC控制輸入,、輸出地址見表1。

2.2 數(shù)控加工中心刀庫選擇PLC控制接線圖如圖1,。
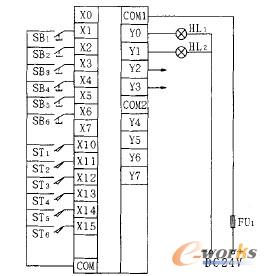
圖1 PLC控制接線圖
2.3 根據(jù)控制要求,數(shù)控加工中心刀庫選擇PLC控制梯形圖如圖2,。
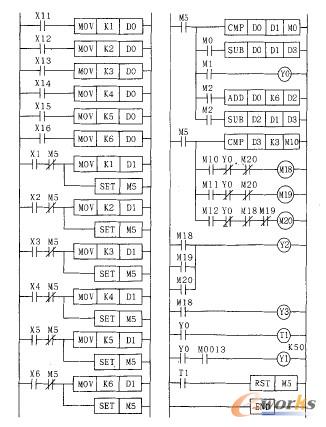
圖2 PLC控制梯形圖
3 程序說明
3.1當1號刀具處在機械手的位置時,霍爾元件動作,,即ST1動作,,梯形圖中X11閉合,將K1傳人數(shù)據(jù)寄存器D0中,;當2號刀具處在機械手的位置時,,霍爾元件動作,即ST2動作,梯形圖中X12閉合,,將K2傳人數(shù)據(jù)寄存器D0中,。以此類推,記錄當前的刀具號,。
3.2 當請求選擇1號刀具時,,按下請求刀具按鈕SB1,將K1傳人數(shù)據(jù)寄存器D1中,,同時使M5置位,,其它請求信號無效;同理,,當請求選擇2號刀具時,,按下請求刀具按鈕SB2,將K2傳人數(shù)據(jù)寄存器D1中,,同時使M5置位,,其它請求信號無效。以此類推,,記錄當前請求的刀具號,。
3.3 M5置位后,比較指令使得
3.3.1 如果數(shù)據(jù)寄存器D0>D1,,則M0閉合,,執(zhí)行減法運算D0-D1,運算結(jié)果存人D3中,,然后將D3進行比較,。若D3>K3,則刀具盤離請求刀號逆轉(zhuǎn)方向*近,,M10閉合,,使得M18閉合,繼而Y2,、Y3閉合,,電動機帶動刀具盤逆轉(zhuǎn);若D3=K3,,則刀具盤離請求刀號順轉(zhuǎn)方向*近,,M11閉合,使得M19閉合,,繼而Y2閉合,,電動機帶動刀具盤順轉(zhuǎn);同理,,若D3<K3,,則電動機帶動刀具盤順轉(zhuǎn),。
3.3.2 如果數(shù)據(jù)寄存器DO=D1,則M1閉合,,使得Y0閉合,,到位指示燈亮,Y0常開觸點閉合,,機械手開始換刀,,且Y1驅(qū)動換刀指示燈閃爍。經(jīng)過5S后,,T1動作,,M5復位,換刀結(jié)束,。
3.3.3 當D0<D1時,,M2閉合,M2常開觸點閉合,。由于DO<D1,,直接相減是一個負數(shù),結(jié)果出錯,,因而將D0加上刀具總數(shù)后減去D1,,將得出的數(shù)據(jù)進行比較。重復以上過程,,使得D0=D1,,機械手進行換刀操作。
首先簡單介紹一下刀具交換裝置的基本情況,,刀庫是可正反向旋轉(zhuǎn)的鏈式刀庫、裝在刀具交換裝置上的機械手用15個步驟將刀庫中的刀具交換到主軸,,并將主軸刀具還回刀庫對應的刀套中,。為盡量縮短換刀時間,我們采用刀具預選與零件加工同時進行的方式來壓縮換刀時間,。機械手動作順序如下:
步驟 1:平移縮回,,抓刀庫中預選的刀具:步驟2:拔刀伸出,拔出刀套中的刀具:步驟3:平移伸出,,離開刀庫側(cè)抓刀位置:步驟4:拔刀縮回,,機械手縮回:步驟 5:搖臂伸出,搖臂轉(zhuǎn)向主軸側(cè):步驟6:平移伸出,,抓主軸刀具:步驟7:拔刀伸出,,拔出主軸中的刀具:步驟8:換刀正轉(zhuǎn)或反轉(zhuǎn),刀具交換:步驟9:拔刀縮回,,將預選刀具插入主軸:步驟10:平移縮回,,機械手離開主軸:步驟11:搖臂縮回,搖臂轉(zhuǎn)向刀庫側(cè):步驟12:拔刀伸出,,準備將主軸刀具送回刀庫:步驟 13:平移縮回,,機械手移向刀庫:步驟14:拔刀縮回,將主軸刀具插入刀庫:步驟15:平移伸出,,離開刀庫側(cè)抓刀位置,。
以上15個步驟可分為如下4個階段:
第1階段:抓新刀。Txx代碼控制刀庫按就近方向轉(zhuǎn)動到編程刀具所在的位置,,到位且有刀庫定位I信號后啟動機械手,,經(jīng)過步驟1→步驟2→步驟3→步驟4,將編程刀具抓在手上等待換刀,。
第2 階段:換刀,。M06啟動換刀固定循環(huán)“TOOL”。“TOOL”控制各坐標移動到換刀位置,,并用M90通知PLC啟動換刀,,PLC用M90信號請求NC “讀入禁止”并啟動機械手換刀步驟5→步驟6→步驟7→步驟8→步驟9→步驟10→步驟11,同時用步驟5的到位信號控制刀庫轉(zhuǎn)到主軸刀號的位置,。
第3階段:還刀,。步驟5啟動的刀庫旋轉(zhuǎn)停止且有刀庫定位I信號后,啟動機械手步驟12→步驟13→步驟14→步驟15,,將主軸刀具還到刀庫中并將記憶主軸刀號的存儲器*新,。步驟11完成后,取消“讀入禁止”,,激活刀具參數(shù),,加工程序和機械手還同時進行。
第4 階段:抓預選新刀,。在M06的下一段緊跟下道工序要用的刀具號Txx,,刀庫在完成還刀動作后可在零件加工的同時啟動機械手步驟1→步驟2→步驟3→步驟 4,將下道工序所用的刀具預選抓到機械手上,,等待M06啟動后面的換刀動作,,這樣大大縮短了刀具交換的時間,提高了工作效率,。
注意事項:
Txx和M06不能編在同一程序段內(nèi):
在固定循環(huán)TOOL中,,所有位移程序段應加G153(段有效)取消基本偏移:
三個換刀過程:①裝刀:主軸無刀,Txx/M06直接安裝編程刀具:②換刀:主軸有刀,,交換編程刀具和主軸刀具:③還刀:主軸有刀,,編程T0,將主軸刀具還回刀庫,。
主軸準停角度利用PLC浮點參數(shù)MD14514[0]:$MN_USER_DATA_FLOAT[0]
本編程方法的核心是將機械手動作按時序分成共15個步驟,。“步驟”存儲在一個中間的變量中,,該中間變量點占一個字節(jié),每個“步驟”完成后將中間變量的值修改為下一個“步驟”,,而整個步驟全部完成后將中間變量置為零,,下一個換刀指令到來后又從步驟1開始執(zhí)行。這樣不僅使PLC程序簡單,、直觀,,而且由于“步驟” 是唯一的,這樣就能避免信號之間的互相干擾,,編程人員再也不用絞盡腦汁來為每一個輸出信號加各種限制條件,,巧妙利用“變量”達到事半功倍的效果。加工程序和PLC程序關(guān)系見下圖,。
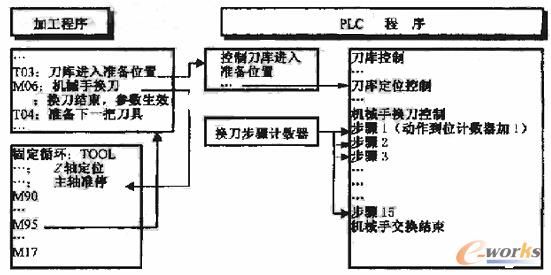
此外,,數(shù)控加工中心刀庫運轉(zhuǎn)、托盤交換等也可以用這種方法來編程,。
